當轉鼓未完全停止運動時,決不能觸摸旋轉著的零部件。修理離心機時簡單地關掉電動機是不夠的,應該由電氣人員作出取下保險絲之類的保障動作,并標上警告牌。
修理前應清理場地,準備好工具、量具、配件等;
(1)、拆缷:
維修時可根據需要,部分或全部拆缷。大修工作的拆缷順序如下:
拆缷電機防護罩殼,拆缷相關的各種管道
排干凈機座油箱中的液壓油
拆除前蓋板等零件
拆缷兩把刮刀
用提升裝置吊住機殼,拆下12枚螺栓M12x50后向前移動取下,全過程中不得讓機殼的重量落到轉鼓上;
拆下壓力膠管;
拆缷回油軟管
拆缷支座上的螺栓M16x70及螺母M16;
順時鐘轉動進出油殼體,將壓力油進油口轉至下面,
流出滯留的液壓油;
拆下回油管;
拆下端蓋上的8枚螺栓M20x220;
吊住壓力油缸蓋,用專用工具拆缷連帶端蓋的壓力油缸蓋,流出滯留的液壓油;
若需要的話,再用專用工具拆缷端蓋,注意不得敲打,以免損傷輸油密封;
向后拉出導桿;
拆缷帶齒鍵;
拆缷鎖緊螺母,應使用加長管,決不允許敲打扳手,并在地面至第二級轉鼓外圓上的某一孔間用木棒撐住,防止軸轉動;
拆缷2枚對稱位置上的內六角螺釘M12x65,旋轉位置放出滯留的液壓油;
用2枚螺栓M12x120擰入活塞上兩螺孔,向后拉出推料活塞組合體,注意不要遺失活塞與推桿之間的連接鍵;
拆除位于第一級轉鼓內的布料盤;
拆缷12個螺母M18、借助固定進料分配器的螺孔取下推料盤;
拆缷防護罩;
拆缷6枚螺栓M20X60、拆缷第一級轉鼓;
拆缷6枚螺栓M10X25,取下帶密封圈的密封圈架;
朝前取出推桿,垂直懸掛放置;
借助提升裝置,吊住壓力油缸,拆缷10枚內六角螺釘M16X40;
用專用工具拉出壓力油缸;
借助提升裝置,吊住在第二級轉鼓最后一排大孔的位置上部(用軟材料保護),慢慢起吊,正好吊住,對稱拆缷12枚螺栓M16X60后,向前推出第二級轉鼓,全過程注意保持該轉鼓處于水平位置;
朝前取出主軸;垂直放置;
拆缷軸用擋圈180;
拆缷間隔套;
拆缷后迷宮圈;
滾子軸承外圓可用拉馬拆缷,取出軸承隔圈;
滾子軸承內圈拆缷允許用較小、合適的火焰,直接噴在垂直旋轉軸的內圈上,迅速加熱,直至滑出。軸要冷卻至室溫后才能放下,
拆缷推料活塞組件;
用2枚螺釘M10X90頂出前軸套,用拉馬拆缷后軸套;
維修中還應拆缷冷卻器、壓力表、油溫表、溢流閥、調速閥等機電配套件,酌情清洗、修理或調換;
(2)、清洗與測量
所有零件應徹底清洗,有的零件還需要壓縮空氣吹干。
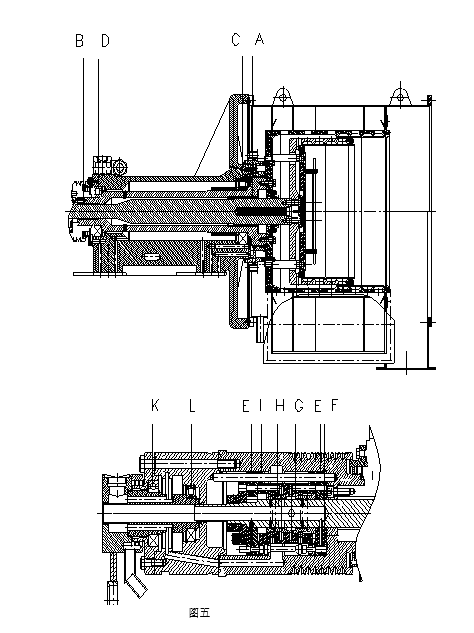
軸承及運動表面需仔細檢查磨損情況,許用運動公差見表3和圖五;
表3: 徑向運動公差表 單位:mm
|
位置 |
零件名稱 |
許用運動公差 |
備注 |
|
A |
前推料導向套 |
0.150 |
|
|
B |
后軸套 |
0.100 |
|
|
C |
前軸承公差(裝配前) |
0.075~0.110 |
總徑向 |
|
D |
后軸承公差(裝配前) |
0.050~0.080 |
總徑向 |
|
E |
前后活塞盤 |
0.200 |
|
|
F |
導閥桿 |
0.060 |
|
|
G |
滑閥(外徑) |
0.150 |
|
|
H |
滑閥(內徑) |
0.100 |
|
|
I |
導向桿 |
0.090 |
|
|
K |
球軸承(裝配前) |
0.012~0.036 |
總徑向 |
|
L |
滾子軸承(裝配前) |
0.035~0.050 |
總徑向 |
檢查合格的零件,應放置清潔處,非不銹鋼零件表面應抹上少量潤滑油,以防腐蝕及便于裝配。
(3)、裝配
裝配應十分仔細,原則上按上述拆缷順序的相反步驟進行。
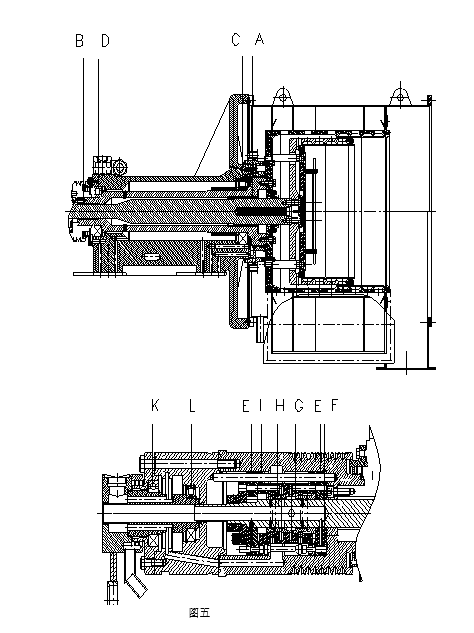
當裝配軸、轉鼓、油缸等零件時,要按規定的定位方向進行,見圖六,注意螺孔是否對準。
對于旋轉件上圓周均布的螺栓,需根據“擰緊扭矩表”擰緊到對應值,見表4
表4:擰緊扭矩表Ma(1)
|
螺紋直徑 |
8.8 |
A4 |
|
U=0.14(2) |
U=0.1 (3) |
(2) (4) |
M6
M8
M10
M12
M14
M16
M18
M20
M22
M24 |
10
25
49
86
135
210
290
410
550
710 |
8
20
40
69
110
170
235
330
445
570 |
6.3
16
30
46
74
101
148
184
210
233 |
注:(1)、材料的屈服強度利用系數
8.8=90% δ0.2
A4=70% δ0.2
(2)、潤滑條件:油或潤滑脂
(3)、潤滑條件:MoS2
(4)、為材料變形硬化時的值。
在前軸套孔內面上,應涂MoS2或高質量潤滑脂,一般運動件,配合面應涂潤滑油。
對于螺紋處有密封要求或不得松動的螺栓,可使用厭氧膠之類粘接劑。不銹鋼螺栓可在螺紋處使用少許MoS2。
調換所有密封圈及V型膠帶。
油泵與油泵電機兩聯接軸應同軸,允差0.05mm。
需要的話,應檢查或重新調定溢流閥至8.5MPa缷荷壓力。
鎖緊螺母的擰緊;
用木棒在地面與第二級轉鼓最后一排孔間撐住;
必須未裝配推料桿;
鎖緊螺母螺紋和接觸面上涂上MoS2潤滑脂,用手擰緊反復多次,直至金屬面緊緊地貼合;
運用專用工具,夾頭應緊貼住梅花扳手,再次擰緊;
用約2米長的加長桿慢慢擰鎖緊螺母,通常擰緊四個齒的周節即可;
決不允許敲打扳手;
用拆缷專用工具,將涂有厭氧膠的2枚內六角螺釘M5X25,緊固選擇出來的帶齒鍵。
篩網的調換:
拆除影響裝配的零件,為調換篩網提供足夠空間;
在機調換篩網,需要如圖七所示的專用工具(用戶自制參考)
圖中:
a 560mm b 630mm c 420mm
d 50 mm c 15 mm f M16x140
g=34° h=20°
i=10 mm(材料用木頭、鋁或銅)
k=8-10 mm長x寬=120 mmx80 mm
δ對已拆缷下來的轉鼓,更換篩網。取出其中的一塊,整圈篩網失去張緊力,可依次一塊一塊取下已損壞的篩網。
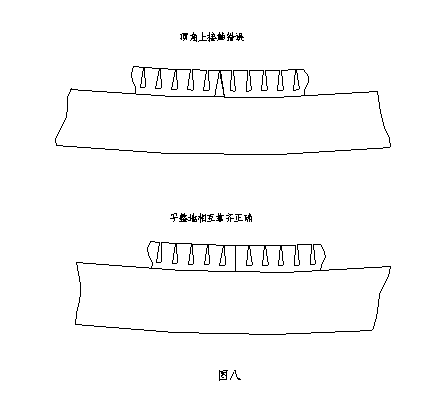
檢查新篩網塊的接觸角度,見圖八,備用。
按上述相反次序將新篩網塊裝入轉鼓,相互擠緊,并用專用工具輕輕固定,在最后兩塊篩網塊之間,將會有一段間隙,利用擠緊裝置把篩網塊擠緊,使所有的篩網塊緊貼轉鼓為止。
測量篩網塊之間的間隙,確定擠緊塊的尺寸,注意擠緊塊的接觸面角度,也見圖八。
擠緊塊鑲入間隙,拆去專用工具,仔細檢查安裝質量,直至合格為止。







 離心機篩網必須具備的產品性能:[2020-12-21]
離心機篩網必須具備的產品性能:[2020-12-21]












